
摘要:高炉喷吹煤粉是降低成本的重要措施,煤粉输送耐磨管的磨损,是制约喷煤的一个难题。本文结合实际,对耐磨管磨损的机理和降低磨损的有 效措'施作出了分析。
关键词:高炉喷煤粉耐磨管磨损
1引言
某新建的高炉喷煤工程设计是向一座 400m3高炉输送煤粉,采用较先进的中间罐、 喷吹罐串联,连续喷吹新工艺,6t/h浓相输 送,底出料单根总管送至炉前分配器,再分送 至各风口,总管径为<560x5,支管径为$22 x3.5,共14根。试生产期间,由于各种原 因,断续试喷半月左右,支管陆续磨穿,先是 弯管后是直管段,均发现被磨损。试生产期 间,输送粉量1.5 ~ 2t/h,压缩空气量700m3/h, 喷枪9 ~ 10支,弯管最小弯曲半径在喷枪进 口处为500mm,其余均为1000mm。实际情况 最先磨穿的在喷枪进口处。
2耐磨管内流体的一般运动状态
从磨损的概念得知,磨损问题包括两个 相互关联的现象,即粒子与被磨表面的相互 作用。因此磨损一定与气固两相流态及颗粒 的运动状态有关。气体输送煤粉颗粒通过管 道时,运动方式大致可分为下面几种:
2.1 旋转运动
颗粒的旋转运动是因为气体的速度梯度 使作用在颗粒上的力不均匀;煤粉颗粒形状 不对称,各点所受阻力不同,产生旋转力矩; 颗粒与管壁之间的摩擦、碰撞以及颗粒间的 相互碰擦等。煤粉颗粒的旋转速度很大,据 有关资料,大约在103 ~ 104r/s这个量级,甚 至更高,其旋转速度随着颗粒直径的减少而 增大,并与气体输送速度成正比。
2.2振动
具有较大脉冲速度的气体,曳引煤粉颗
粒,引起颗粒的振动,大颗粒对脉冲气体有惰性,直径大于60 ~7μm的煤粉颗粒,基本上不随气流振荡,小颗粒则随气流同频振荡,但 振幅一般小于气流振幅。
2.3 跳动
跳动是由于煤粒与管壁碰撞或煤粉堆积时,受气体吹动,而引起壁面反弹或煤粉的随机聚散。
2.4平动
颗粒的平动是其主体运动,是由向前的气流曳引的结果。
颗粒的不同运动状态会同时出现几种,形成更加复杂的运动,造成更加复杂的磨损,使研究磨损更困难。
3弯管处煤粉颗粒的运动状态
煤粉颗粒在弯管处的运动状态,比直管段要复杂。在直管段,颗粒所受外力是气流的推动力和重力,以及颗粒与管壁间的撞击 和颗粒间的碰撞。处在弯管处的颗粒,除受 前面的几种力外,还受到离心力的作用,而离 心力随颗粒的运动改变方向,使颗粒与管壁 间的接触力产生变化;重力的方向虽然不变, 但它影响着颗粒的运动速度,当它的方向与 颗粒运动方向一致时,会使颗粒运动速度加 大。反之,会减小。颗粒的运动速度又影响 到离心力,离心力与耐磨管磨损又有一定的关 系,所以弯管的磨损比直管更加复杂,颗粒会 因离心力的作用,旋转速度更加快,反弹力更 大,反弹频率增加,能量消耗增加。
4耐磨管的磨损的原因分析
依据气体和煤粉在耐磨管内流动特点,以及颗粒的运动方式,耐磨管磨损主要来自以下方面的原因:
4.1磨粒磨损

图(1)是输送管磨损后的内表面
煤粉可称磨粒,这是由于颗粒在管壁上 滚动或滑动产生的,颗粒会在壁面上施加一个随机的交变摩擦力,而使颗粒作用点的材料,前部受压力,后部受拉力,虽然这种力很 小,但长期大量的颗粒作用,终会使材料发生 表面疲劳,而产生裂纹,直至剥落。
4.2切削磨损
颗粒的旋转,加上煤粒的不规则形状,当颗粒与管壁接触时,颗粒尖角变像“车刀”一 样,切削壁面,速度足够快时,会在壁面上切削出一条沟痕,或直接切掉一部分金属,也有一些速度不大的颗粒,可能会嵌人管壁,但紧跟其后的大量颗粒将会继续作用,将嵌人的 颗粒冲刷走,暴露出创口,被继续冲刷,从而引起严重磨损。磨损速度与煤粒的运动速度、旋转速度,与管壁的接触压力、接触频率 有关,即:颗粒与管壁接触点的相对速度越 大,接触压力越大,接触频率越高,磨损速度 越快。
4.3 颗粒的冲击
压缩空气和煤粉混合物以高速冲刷管 壁,有些颗粒嵌人壁面材料,使材料发生塑性 变形,另一些颗粒则反弹出来,壁面承受连续 不断的冲击力,产生疲劳,长期下去,管壁材 料会因疲劳而剥落。研究证明,正冲击下材 料表面所受应力不是最大,而离表面很浅一 层材料应力最大,此应力是材料剥落的主要 原因。斜冲击下,包含正冲击和切削作用的 合成,一些颗粒在材料表面冲出凹痕,局部拱 起,接着而来的颗粒又将拱起部分辗平,如此 反复作用致使材料疲劳,裂纹形成,产生破 坏。
5降低磨损的措施
据研究,对于塑性材料,冲击角度与磨损 率有关,见图1。从图中看出,冲击临界角 20°,小于20°,磨损率随角度增大而急剧加大;大于20°,随角度的增大而逐渐减小,接近 90°时,磨损率最低。
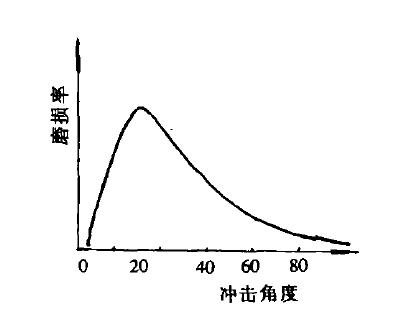
图(2)冲击角度与磨损率关系
材料硬度对磨损率也有影响,材料硬度越高,磨损越慢;反之,材料硬度越低,磨损越快。加工硬化现象,提高了材料硬度,减缓了 材料的磨损速度,延长了材料寿命。
从上述分析得知,耐磨管磨损与材料硬度, 颗粒冲击角度,颗粒与壁面接触时的相对速 度,接触压力有关。冲击角度,相对速度,接' 触压力都与输送速度有关,接触压力与耐磨管 的曲率半径成反比,磨损速度与颗粒输送速 度的三次方成正比例,与弯管的曲率半径成 反比例,与材料硬度成反比。因此降低速度是减少磨损的最有效的方法,再辅以其他的措施,可以达到有效减轻磨损的目的。
(1) 减少压缩空气用量,以浓相输送代替 稀相输送。
(2) 增大分配器后支管直径,降低实际速度。
(3) 加大弯管的曲率半径,减少接触压力;采用冷弯弯管,使耐磨管产生冷作硬化,提高弯管的初始硬度。
(4) 将有些弯管改成钢板做的斜板过渡接头,钢板与气流进人方向45。以上角度,以 避开20°的冲击临界角,同时,钢板厚度可加大,以延长使用寿命。
(5) 如果可能,选用硬度高、耐磨的管材。 采用以上措施后,有效地降低了耐磨管磨损速度,延长了耐磨管的使用寿命。
(6) 输送耐磨管磨损后可以采用耐磨管修补专用颗粒胶进行磨损修复。